


Welcome to my first blog in this series focussing on Encapsulation Resins. Firstly, let me introduce myself: I’m Beth Massey, Global Product Manager for Electrolube Encapsulation and Potting Resins. I joined Electrolube six years ago, having achieved a Master’s degree in Chemistry from the University of Durham. Initially, I worked as part of the Technical Support Team before moving to a demanding role in Export Sales. I’m now responsible for driving the growth of the encapsulation resin lines to increase global market share, providing technical guidance for Electrolube’s current and emerging technologies and collaborating with global R&D and Sales teams to support the changing needs of customers and new advances in product development.
Throughout this series of blogs, I will be sharing my expertise in this area, offering some how-to pieces, tips and application examples with the intention of helping you to navigate the high volume of electro-chemical solutions available. Of course, I also extend to you the myriad resources on www.electrolube.com and indeed our Technical Support Team.
With so many different encapsulation resin options on the market, selecting a resin that is best suited for your application can present a real challenge. Today, there are a wide range of different resin systems available, offering a comprehensive range of different properties. It is often assumed that properties can vary moderately, however, resins can offer significantly different benefits. This month, I will explore the different factors that must be taken into consideration when comparing resins for your application. Every project will differ in terms of the unit, the dispensing method and equipment that will be used, the cure time and temperature limitations during the production process. Firstly, establish the resin’s ultimate operating conditions, temperature range, likely chemical exposures and then we can look at resins that will have the biggest impact on performance and reliability. Let’s look at where to start and what you need to factor in using our signature five-point format.
Resin chemistry
It’s an easy assumption that all polyurethane resins, or all epoxy resins, would have broadly similar strengths and weaknesses as they belong to the same chemical family, but this isn’t the case. Different materials used in the part A and part B can have a big impact on the performance of the end material. Different fillers and loading can affect thermal conductivity and various additives can influence processability, cure time and operating temperature range. An example is whether a polyurethane part A is polybutadiene (polyBD) or polyether/polyester based.
PolyBD resins such as Electrolube resins that begin with the prefixes, UR50__ or UR51__, generally have exceptional resistance to water, even holding up well against saltwater immersion, but are susceptible to attack by organic solvents such as oils and fuels. Resins with a polyether/polyester part A base however, like EL UR55__/ UR56__ codes, generally have a better resistance to organic solvents and they offer good water resistance at lower temperatures, but they are not as strong as the polyBD based materials when the conditions are both hot and wet. You can now see that even within those broad categories, there are differences in performance; It is for this very reason why Electrolube suggest that you bring your application and conditions of use to specialists. Following this approach, a resin can be matched with the best combination of properties for your needs.
Thermal Conductivity
The trend for miniaturisation means high power density devices are more and more common. Thermal dissipation away from hot areas of the device to heat sinks and metal casings becomes more important than ever.
The thermal conductivity of a resin is influenced by the type of conductive filler used and even particle size distribution and particle shape, as this will affect the packing of the particles, and therefore the heat transmission, within the material. Thermal conductivities quoted on datasheets are of limited value as different test methods can give different values for the same material. This means that two resins with the same stated TDS value can perform very differently according to the application.
Some methods are most accurate when measuring lower thermal conductivity materials, such as the guarded hot plate method. Others such as the laser flash method are particularly strong for testing at high temperatures. Several methods (including both already mentioned) rely on precise test sample dimensions, which means the testing is time consuming and can be influenced by operator technique and precision. At Electrolube, we use an MTPS (Modified Transient Plane Source) instrument which is a non-destructive technique suitable for liquids, solids, pastes and powders, which gives accurate and repeatable measurements, even for smaller sample sizes.
To achieve the most accurate comparison it is important to test side by side within the actual application, if possible, to see the real-world heat reduction achieved. This is not just relevant for resins; it also applies when considering thermal interface materials.
Bio-based Raw Materials
Sustainability is becoming ever more of a priority, both globally, for manufacturers and for us here at Electrolube. We take our ESG targets very seriously and have been devoting a lot of R&D time to the use of bio-based raw materials in our resins, which led to the introduction of our UR5645 resin; a chemically resistant, high temperature bio-based PU. There is an element of futureproofing in using bio-based resins as synthetic raw materials derived from crude oil will not be available forever, and alternative sources must be found.
Results demonstrated by our Resin Development Chemist, Beth Turner, have highlighted that there can be significant technical benefits from transitioning over to bio-based raw materials. The results also show that not all bio-raw materials are created equally. A lot depends on their origin as some of the cheaper bio-based fillers did not offer the same performance benefits as other options. Users cannot assume that all resins advertised as using bio-based materials will offer a technical advantage.
There are lots of opportunities for bio-based resin applications within the electronics industry in general, given the distinct performance advantages they provide in harsh environments, underwater applications and hot and humid operating environments.
Let’s Talk Money
Comparing the cost of resins can potentially cause confusion as they are often priced in kilograms, but used in litres, as the unit to be potted is of a fixed volume. As a consequence, density can have a big effect on the actual cost per potted unit.
Try looking at this example:
Consider two resins with the same apparent cost per kilogram
• Resin A is 1 kg/L (equal to 1g/ml, typical for an unfilled resin)
• Resin B is 2 kg/L (equal to 2g/ml, a highly filled resin)
You can easily see that it will cost twice as much to pot a unit of fixed volume X using the highly filled resin vs the lighter one. The difference in densities is not usually this extreme as other requirements influenced by filler content, such as thermal conductivity and flame retardance, mean it’s unlikely for both an unfilled and a heavily filled resin to be in contention for an identical application, but it can still be an important factor to consider.
Mixing
Not all mixers are created equally, both in terms of manual operators when using the resin packs for prototyping, and also when using a mix and dispense machine for larger production runs. An improperly mixed resin will not cure properly, leaving voids and a sticky or uneven finish. Even if there are no visible defects, it is highly likely the material will not have the final cured properties expected, which could lead to later unit failures and will certainly not allow a fair comparison between materials at the approval stage.
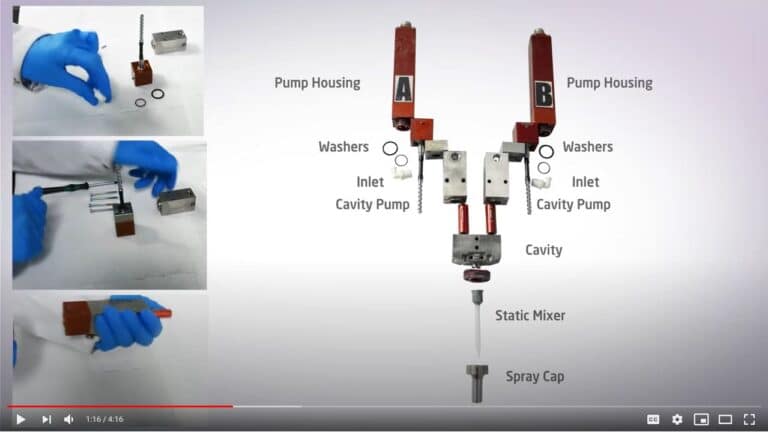
It’s important to have a good resin pack mixing technique, we have several videos available on our website and on our Youtube channel that give a good grounding in the best way to use our resin packs.
If using a machine, it’s important to work with your resin provider and your machine manufacturer to identify a static mixer with the correct attachment for your machine, the correct shape and mixing style, and with sufficient elements, diameter, and length to ensure that the resin can be mixed well. The resin chemistry, densities and viscosity difference of part A and B, as well as the mix ratio, desired flow rate and shot size will all influence the amount of mixing required and consequently the selection of the mixer. Depending on whether the resin is filled, heating, stirring and recirculation may also need to be considered on the machine’s storage tanks.
Not all resin manufacturers offer the same level of customer service or technical support, so do ask them what level of support you can expect to receive before embarking on your project with them. I hope you have enjoyed this month’s blog and picked up some top tips on comparing resin systems. I cannot stress enough, how looking at bio-based resin systems could be of significant benefit when considering a resin system for your next application. If you have any questions or would like more information about Electrolube encapsulation resins, including bio-based resins, please contact our Technical Support Team members who will be more than happy to answer your queries and offer expert guidance, or visit our website for further information.