

The electronics industry is one of the most rapidly expanding industries, with an almost unlimited range of applications. Printed circuit boards (PCBs) are found in many domestic, industrial, automotive and military devices and require protection from their environment. Lack of protection can lead to reduced performance or in the worst case, complete failure. Protection can be offered in the form of conformal coatings or potting and encapsulation resins. Here at Electrolube, a question that is often asked is:
“Which is better to protect my PCB, a coating or a resin?”

Like any good engineering answer, it depends on the degree of environmental protection required. The first point for consideration is often the design of any housing within which the PCB will be enclosed. If an assembly is enclosed in a housing which is designed to be the primary environmental protection, then a conformal coating is often used to provide a back-up to the primary protection provided by the housing. Where the housing is not suitable or capable of providing primary protection of the assembly from its operating environment, then most times a resin might be a better choice.
The next question should then be:
“What is a coating and a resin?”
If we look at both, then we can consider what is common between the two, both are generally organic polymers, which can cure to form an electrically insulating layer that provide some degree of chemical and thermal resistance. There is a degree in commonality in the chemistry of the polymers used, with acrylic, epoxy, polyurethane and silicone being the most often encountered.
Encapsulation Resins

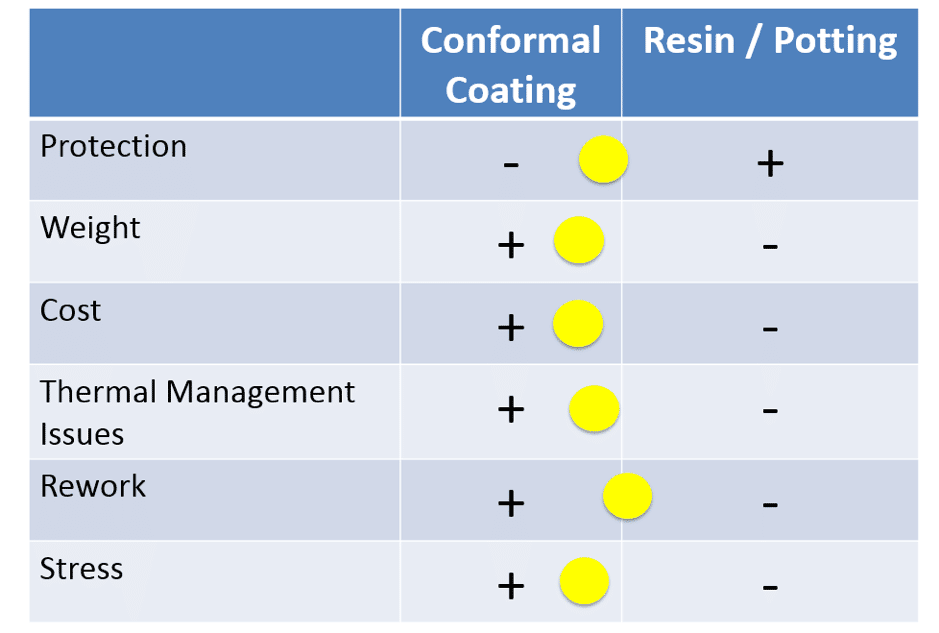
Potting and encapsulation resins offer the highest level of protection for PCBs. Resins can be applied from 0.5 millimetres thick upwards, and are generally applied much thicker than this. The increased thickness leads to a significant increase in weight and often results in a greater per unit price than a coating. However, the increased thickness does mean that the PCB is far better protected against chemical attack, particularly in the cases of prolonged immersion. Also a resin can provide superior protection against physical shock (depending upon the formulation), since the bulk of the resin will help to dissipate the forces across the PCB, rather than allowing them to be concentrated. A layer of dark coloured resin can completely hide the PCB, which allows for some security of the design, and depending upon the choice of the resin, removal of the resin can also result in the destruction of the PCB.
By encapsulating the entire PCB the resin provides complete insulation for the unit thereby combining good electrical properties with excellent mechanical protection. Mechanical protection can be identified in a number of ways; enhanced protection is identified for applications involving prolonged exposure or immersion in harsh chemicals, or those exposed to vibrational, thermal or physical shock, for example. The higher level of protection is achieved through the mass and thickness of the resin surrounding the unit.
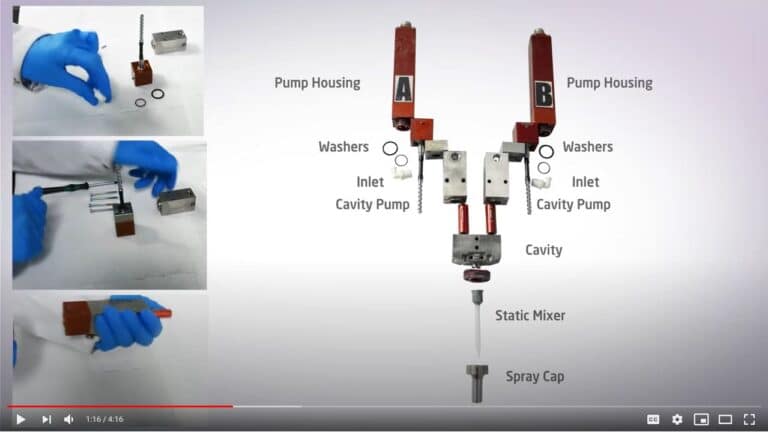
Resins, are generally 2K (two component) systems, in which a resin (Part A) is mixed with the correct amount of hardener (Part B), which starts a chemical reaction leading to a cross-linked polymer. Resins generally have a much higher viscosity, compared to a coating, and often contain mineral fillers to aid their performance. Since there is no need spray apply resins, in general resin formulations are VOC free, and most are designed to cure at room temperature, however the cure time can be reduced by the application of heat, and for some resins a post cure might be required to enable the resin to develop its optimum properties. Most resins will start reacting as soon as the 2 components are mixed together. The majority of the curing reactions are exothermic as chemical bonds are broken and rearranged. It is the nature of exothermic reactions to get hot, but this heat can be controlled by the selection of the resin type and careful judgement of the amount of material that needs to be cast in a single process, as well as the design of both the PCB and the housing. Too much resin applied at once, may result in the components becoming overheated, or even in the very worst case, the casting catching fire.
Due to application variances, it is vital that the entire completed unit is tested in an appropriate environment for its intended end use; this can be exact conditions or carefully planned accelerated testing. The resins can also be tested separately in a number of different environmental conditions, establishing their specifications and suitability for use. These tests typically consist of a cured mass of set dimensions, exposed to controlled conditions for a set period of time. The appearance, dimensions and weight of the resin can be measured before and after the test to identify if any changes have occurred. In addition, electrical and physical properties can be determined before and after testing, which can either be generic or specific to the final application.
Conformal Coatings
 Conformal coatings can also be utilised to protect the PCBs in a variety of applications, ensuring optimum performance in the harshest of conditions. They are generally thin films applied in the 25-250 micron dry film thickness range, leading to a minimal weight increase of the assembly. Conformal coatings conform to the contours of the board, providing maximum protection with minimal weight or dimensional change to the PCB. This is possibly the primary advantage of conformal coatings over potting and encapsulation resins. Often coatings are clear, so the coated components are easy to identify and the coating can be easily reworked and components replaced as required. The chemical and thermal resistance of coatings is generally good for short exposures. A coating applies relatively little stress upon the components, this is a particular advantage where a component has thin pins or legs.
Conformal coatings can also be utilised to protect the PCBs in a variety of applications, ensuring optimum performance in the harshest of conditions. They are generally thin films applied in the 25-250 micron dry film thickness range, leading to a minimal weight increase of the assembly. Conformal coatings conform to the contours of the board, providing maximum protection with minimal weight or dimensional change to the PCB. This is possibly the primary advantage of conformal coatings over potting and encapsulation resins. Often coatings are clear, so the coated components are easy to identify and the coating can be easily reworked and components replaced as required. The chemical and thermal resistance of coatings is generally good for short exposures. A coating applies relatively little stress upon the components, this is a particular advantage where a component has thin pins or legs.
The most common environment that a coating can be subjected to is standard atmospheric conditions. Initial tests are generally conducted to evaluate both the electrical and mechanical performance of the cured film on substrates governed by each standard test method. Following this the surrounding environment can then be altered to assess the performance of the coating under more severe conditions. Such conditions can include salt mist, high humidity, high temperature and thermal changes either as a gradual rise or decline in temperature or an immediate thermal shock. After exposure to such environments the coating can then be re-tested for its electrical and mechanical properties, determining its suitability for various applications.
The majority of coatings are 1K (single component) systems, which have a long useable life, a low curing or drying temperature and short drying time. Being a single-part solution, they are clearly easier to process and apply; however, the majority of 1K coatings are solvent based in order to modify their viscosity for application purposes. Coating can be applied manually by use of a paint brush, spray gun or even manually dipped. However, increasingly, coatings are applied by robotic selective coating systems to provide a more controlled and more consistent process.
Newly released two part (2K) polyurethane coatings, on the other hand, combine the protection and properties of a resin (see below), with the ease of application of a conformal coating but without the use of solvents, giving them an environmental advantage. These can provide excellent coverage and their superior flexibility offers protection of delicate components. 2K coatings also deliver excellent mechanical properties and abrasion resistance but, being two-part, they require more sophisticated application equipment than 1K coatings and they are more difficult to remove, making board repair very difficult.
The wide use of spray application for coatings, has meant that the coating has to have a low enough viscosity to allow for the material to be atomised during the spray process. This has traditionally meant that coatings have contained high levels of solvents to lower the viscosity of the base resin The solvent content of many coatings has meant that heat is often used to drive off the solvents to allow the coatings to cure, since if left to cure at room temperature, solvent may remain trapped in the coating causing premature failure.
With increasing environmental awareness the types of solvents used have changed to lower the VOC (Volatile Organic Compound), as well as the percentage of solvent contained in the coating. Modern coating materials are often solvent-free, and known as 100% solids, because all of the material applied to the circuit board will cross-link to yield a dry-film of similar thickness to the wet-applied film. These 100% solids coatings can cure by heat, moisture, or UV radiation depending upon the specific formulation.