

I have quite a few years experience and knowledge of the coatings business but of course, I’m still learning. Some queries tend to crop up more frequently than others and I’m happy to provide an insight into these. I’ve written the piece as a Q&A – just as if you had put the questions to me personally…….
So, I understand that historically the most widely used coatings are solvent-based. Can you explain the main benefits of solvent free conformal coatings?
These are very easy to summarise. Generally speaking, solvent free coatings tend to use less hazardous raw materials, have lower odour levels and can be safer for the operator. Additionally, many solvent free coatings are non-flammable having a positive impact upon business insurance premiums. Environmental compliance is a growing trend and solvent free alternatives certainly help to minimise the emissions of Volatile Organic Compounds (VOCs).
Specific to Electrolube’s 2K series, a thicker coating layer is possible (achieving enhanced protection) without compromising on other key performance requirements such as thermal shock.
How has the trend for miniaturisation affected the development of coatings?
The trend towards miniaturisation is most evident within consumer electronics and has led to the development of ultra-thin coating materials (with thicknesses of less than 12 microns). In the case of mobile ‘phones, for example, the reduced coating thickness in combination with internal gasketing and better case design has enabled the production of increasingly more water resistant mobile devices.
Considering more traditional applications, such as aerospace and automotive, there is a double whammy effect of finer pitch components (i.e. reduced space between the conductors) and a requirement to reduce weight, resulting in less protection being afforded by the board housing. Ultimately, the impact of this criteria means that coatings need to function more as a primary mitigation strategy against the environment and the performance requirements of the materials are increasing dramatically. This is particularly evident in the case of condensation resistance.
Coatings are frequently utilised within LED applications, but just how do they work to extend the life of the luminaire?
Modern LED luminaires consist of many discrete surface mount LED chips soldered to a support (either rigid or flexible). The role of a conformal coating in extending the lifetime of an LED luminaire is really no different to a regular circuit board – the coating must be able to resist the environment and prevent corrosion or signal leakage. In the case of LED applications, the coating must be sufficiently optically clear and remain thus in order to prevent colour or intensity changes in LED output.
What typical combination of elements make up the harshest environments that coatings have to protect against? 
In order for corrosion to occur on a metal surface, a number of factors must be present; namely, a potential difference, an electrolyte and ionic impurities. If the coating is well applied, it prevents corrosion by preventing external ionic species and liquids such as water from reaching the metal surface. Any environment that can cause degradation of the coating prompting the conditions for corrosion can be potentially tough on the coating. An example of this could be an environment cycling between high and low temperatures thereby putting the coating under stress. Combined with the high temperature speeding up polymer degradation, cracking of the coating and thus failure points can occur. The cyclical nature of the thermal environment will usually lead to differences between the board and ambient conditions, prompting the formation of condensation and potential failures. Further, if this assembly were also subject to salt-spray, the potential for board failure would increase significantly.
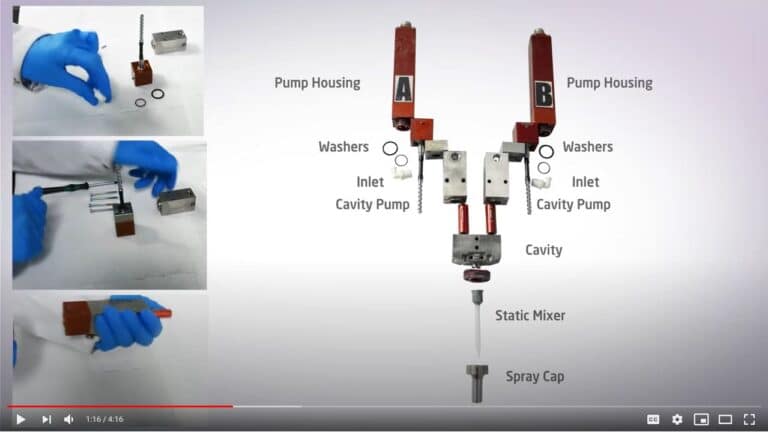
The application method of coating materials is of key consideration; how can the ‘best’ method be determined?
To be completely honest, there is not necessarily a ‘best method’. The application method selected for an assembly will be based on a combination of factors such as existing equipment/coating processes and the overall design of the assembly, including areas that should be coated and those which must not – (switches and connectors for example). The ‘best’ application method would ensure that each and every board is coated and further receives coating coverage on all required metal surfaces at a sufficient thickness to afford protection against the environment. These requirements will change depending upon the specific board design and environment to protect against; there is no substitute for testing and verification.